 |
新聞動態(tài)more>>
鉆削加工鋼類零件的交叉孔,由于破孔處的沖擊使鉆頭在鉆削時受力不均,鉆頭極易崩刃、斷刀及磨損加快等情況。使客戶在使用時成本高、效率低,質(zhì)量也難以保證,穩(wěn)定性差。碩朔針對此類加工難題,通過優(yōu)化刀具加工工藝研發(fā)出一款專用合金鉆頭。
在被加工材料為50#鋼,HRC28-32,毛坯面上鉆孔,粗糙度3.2,一件兩孔,立式CNC加工中心,機床帶內(nèi)冷卻,液壓夾具,液壓刀柄。
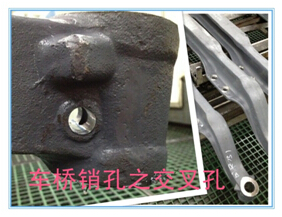 車橋銷孔交叉孔及破孔尺寸
車橋銷孔交叉孔及破孔尺寸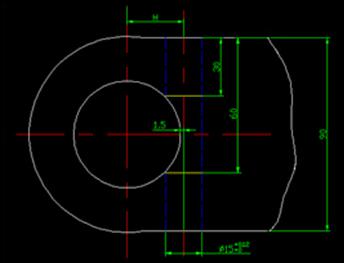
碩朔經(jīng)過多次實踐,總結出最有效合理的切削加工方法:引導鉆+破孔鉆
步驟一:將引導鉆加工到一定的深度后,為破孔鉆做引導。
步驟二:用D15破孔鉆加工,Vc=70M/min,進給分三段,第一次加工到30MM深的時候選用F=0.25mm/r ,第二次加工到60MM深的時候(即破孔加工段)降低進給速度F=0.1mm/r, 破孔加工完后再恢復到F=0.25mm/r,直至把整個孔加工完畢。
該方案有利于改善鉆頭正常磨損,加工狀況穩(wěn)定,可以持續(xù)保證孔的尺寸和各方面要求;
壽命穩(wěn)定在210-230件(38-40M),提高加工效率;可重復修磨5次以上,降低加工成本。
以往解決此類問題基本選擇如下幾種方案:
方案1:采用全可換頭式的鉆頭或U鉆,鉆頭加工到破孔處,可換頭的頭部會經(jīng)常脫落,此方案不穩(wěn)定。
方案2:采用硬質(zhì)合金內(nèi)冷鉆頭直接一道序完成,通過實踐證明了加工不穩(wěn)定,壽命低,經(jīng)常斷刀,直線度和粗糙度難以保證。
方案3:采用硬質(zhì)合金內(nèi)冷平底鉆加工,通過實踐證明,效率低,刀具磨損很快,需頻繁換刀。
方案4:增加引導鉆,分段進給,在半邊孔處降低速度,這樣加工出來的產(chǎn)品尺寸和各方面要求都還穩(wěn)定,但鉆頭還是出現(xiàn)快速磨損而且鉆頭的復磨次數(shù)也只有一到兩次,對于這樣的低壽命,客戶的成本也是非常的高。
碩朔在此基礎上加以結合,能得到很好的加工效果。更多技術資料請查閱。

